专注模具信息自动化高效解决方案
咨询热线:136 0600 6987 微信公众号:NXopen
公司介绍
YP模具工具箱
YP电极工具箱
CNC在线测量
EDM在线测量
UniteNC
深孔钻智能编程
CNC超级后置处理
3D动态刀具补偿
联系我们
三维动态刀具补偿(3D Dynamic Cutter Compensation)是指通过已知的刀具轮廓偏差数据,对NC加工程序坐标点进行补偿, 实现修正刀具误差的一种技术手段。
我们泛指的加工误差,通常包含设备误差和刀具误差。设备误差因受本身硬件定位精度、主动跳动和环境因素的影响,很难 通过外部补偿来消除误差。而刀具误差则可以通过3D动态刀具补偿技术来实现。
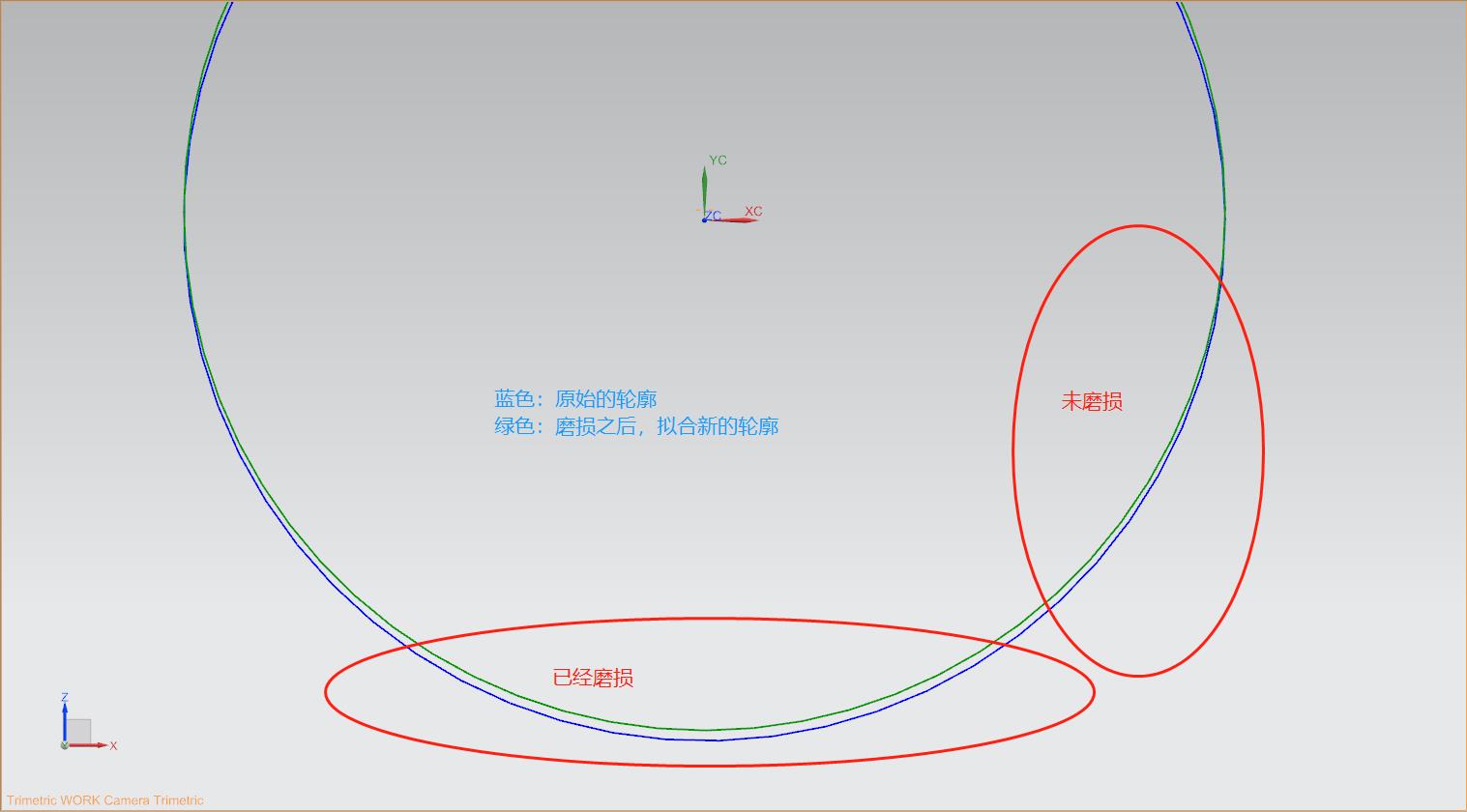
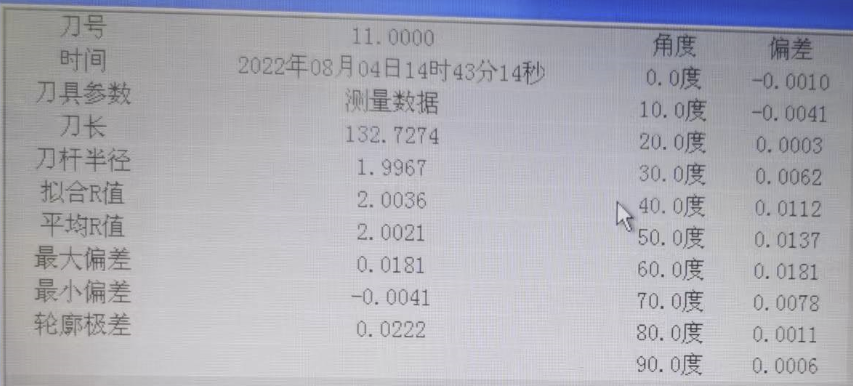
一、刀具轮廓误差:
即使是全新的刀具,轮廓度的偏差也很难稳定保持在0.005mm以内。用户为了节省刀具成本,会选择重复利用刀具。 而R刀(圆鼻刀和球刀)的磨损位置,大多在0~30°之间。使用过的R刀,已经不再是一个标准R。 刀具轮廓的偏差数据可以通过精密测量仪器获得,如激光对刀仪,影像轮廓仪器等。
R刀(圆鼻刀和球刀)的磨损位置,大多在0~30°之间。
Zoller影像轮廓仪测量刀具轮廓数据
北京精雕激光对刀仪测量刀具轮廓数据
二、三维动态刀具补偿实现过程
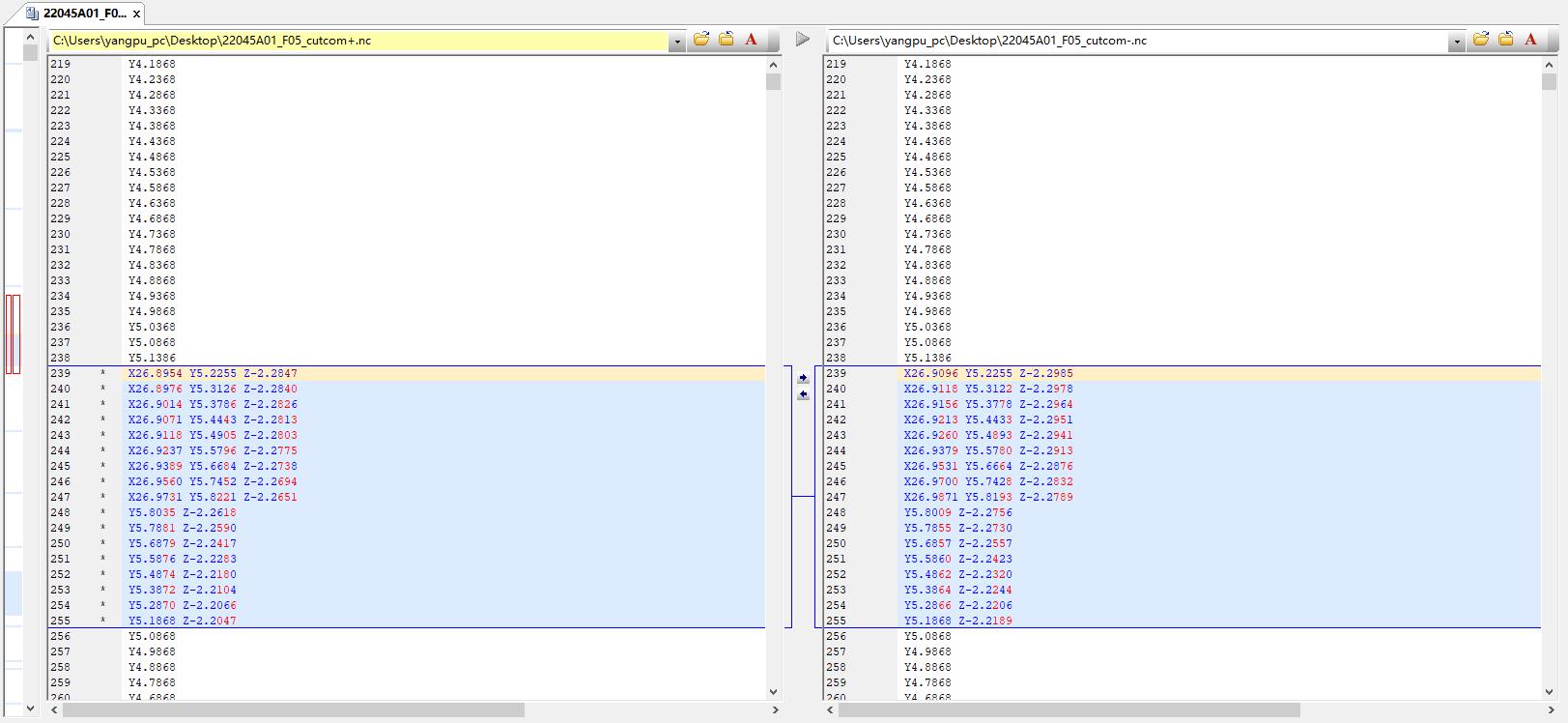
1、在NX软件编程时,进行特殊后处理,输出NC加工坐标及补偿依据。
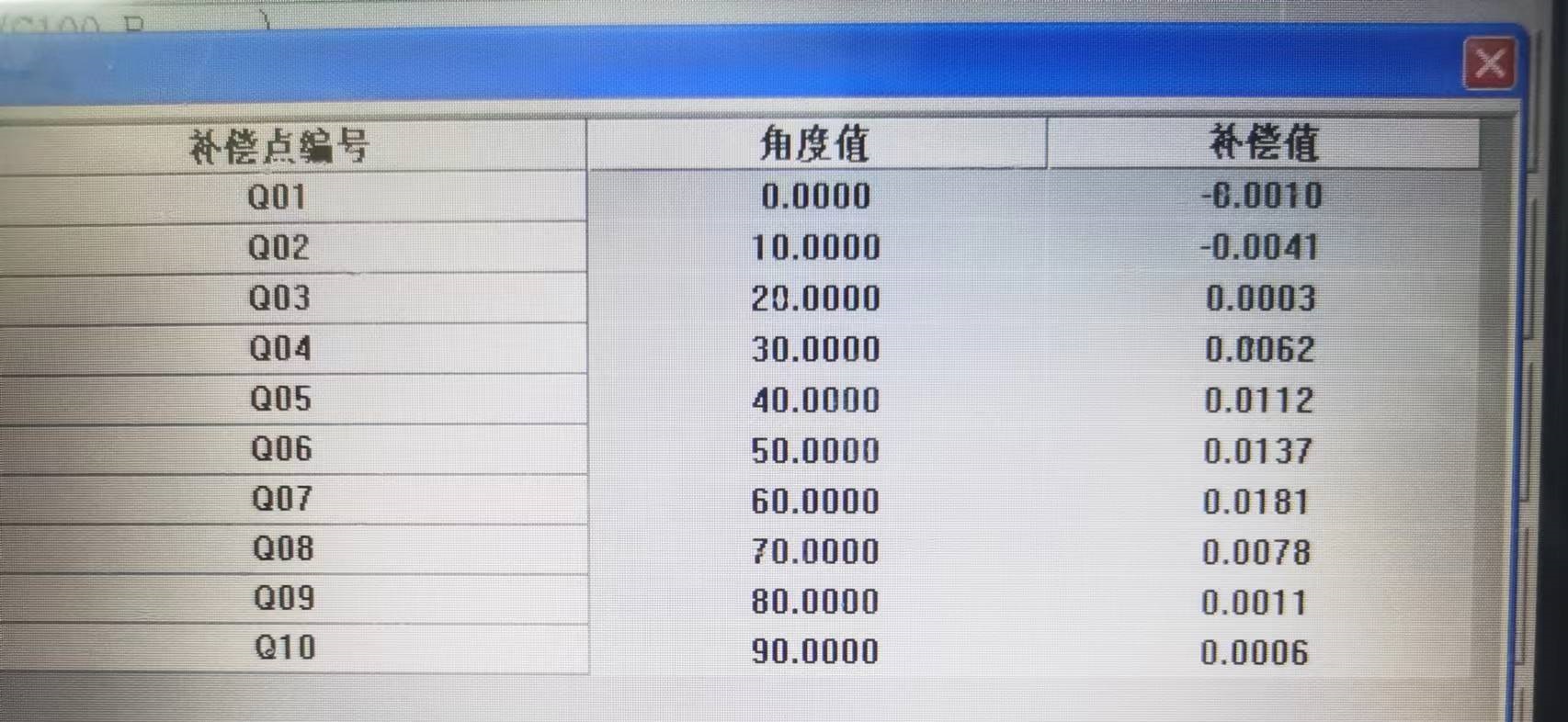
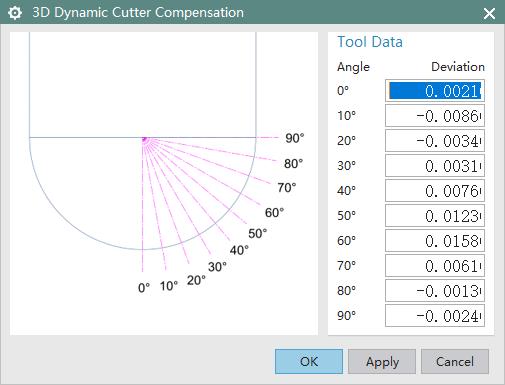
2、测量刀具轮廓偏差。
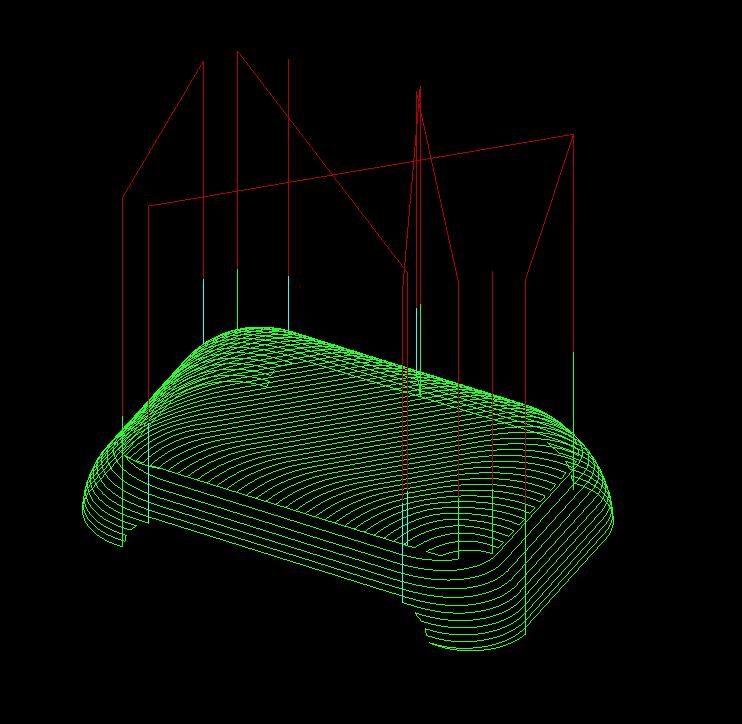
3、根据刀具轮廓偏差来补偿加工坐标点,并进行补偿后点位的顺滑处理。
NC程序补偿前后对比
顺滑处理
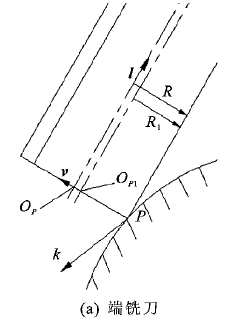
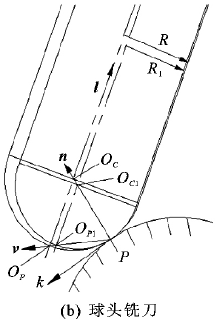
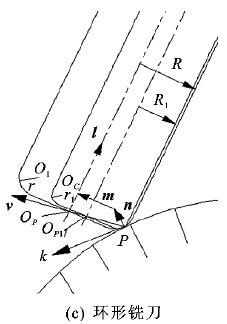
刀具补偿原理图解
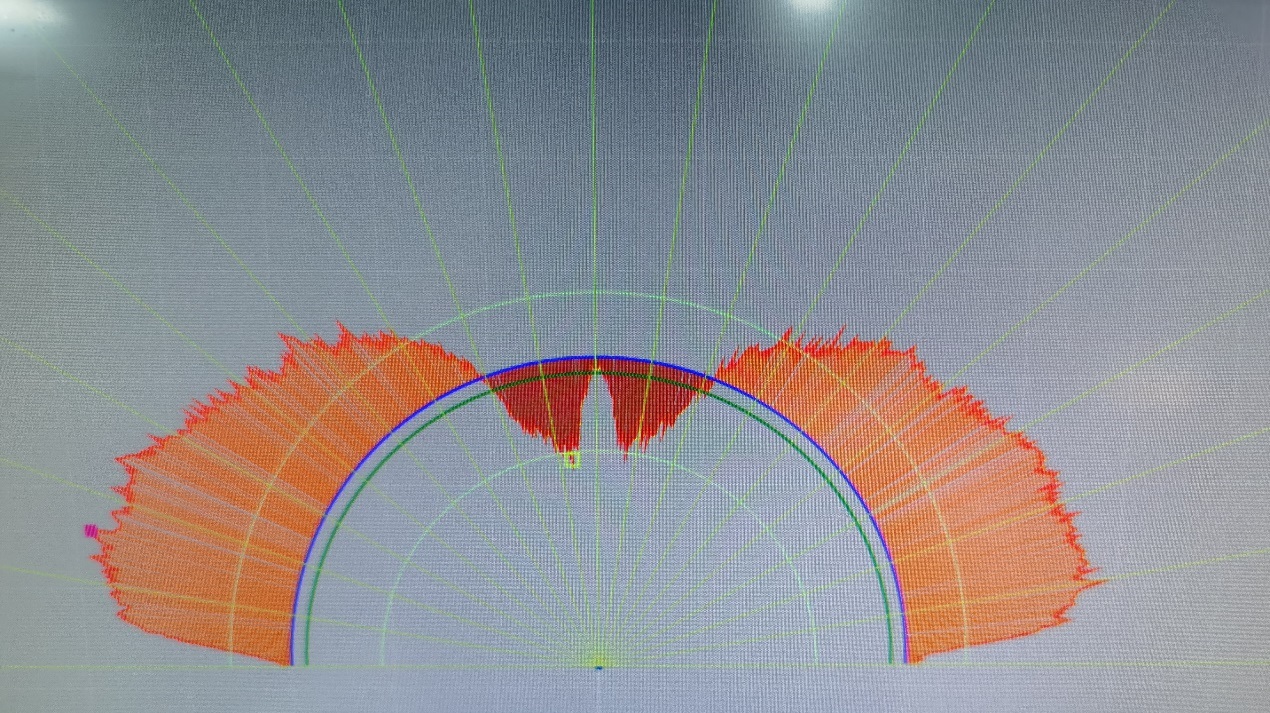
三、三维动态刀具补偿实验
实验设备:北京精雕JDHGT600T
实验刀具:R2球刀(旧刀),轮廓偏差0.022
实验目的:用同一把旧刀具,加工三个电极头,一个应用北雕的补偿技术,一个不补偿,一个应用阳普研发的补偿算法,比较加工精度是否一致?
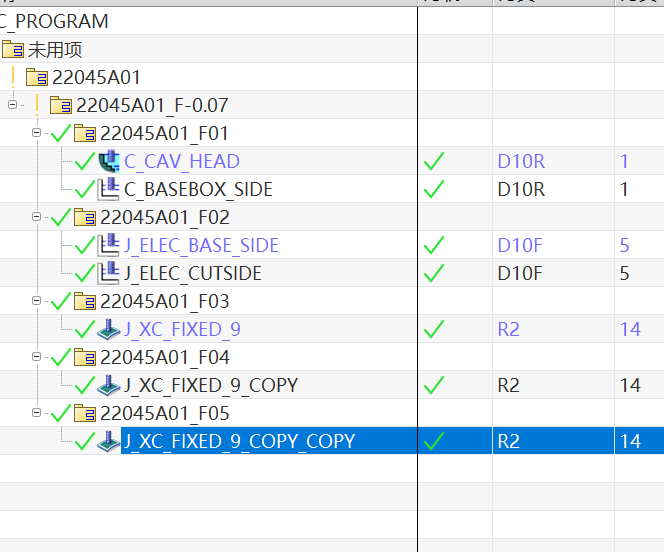
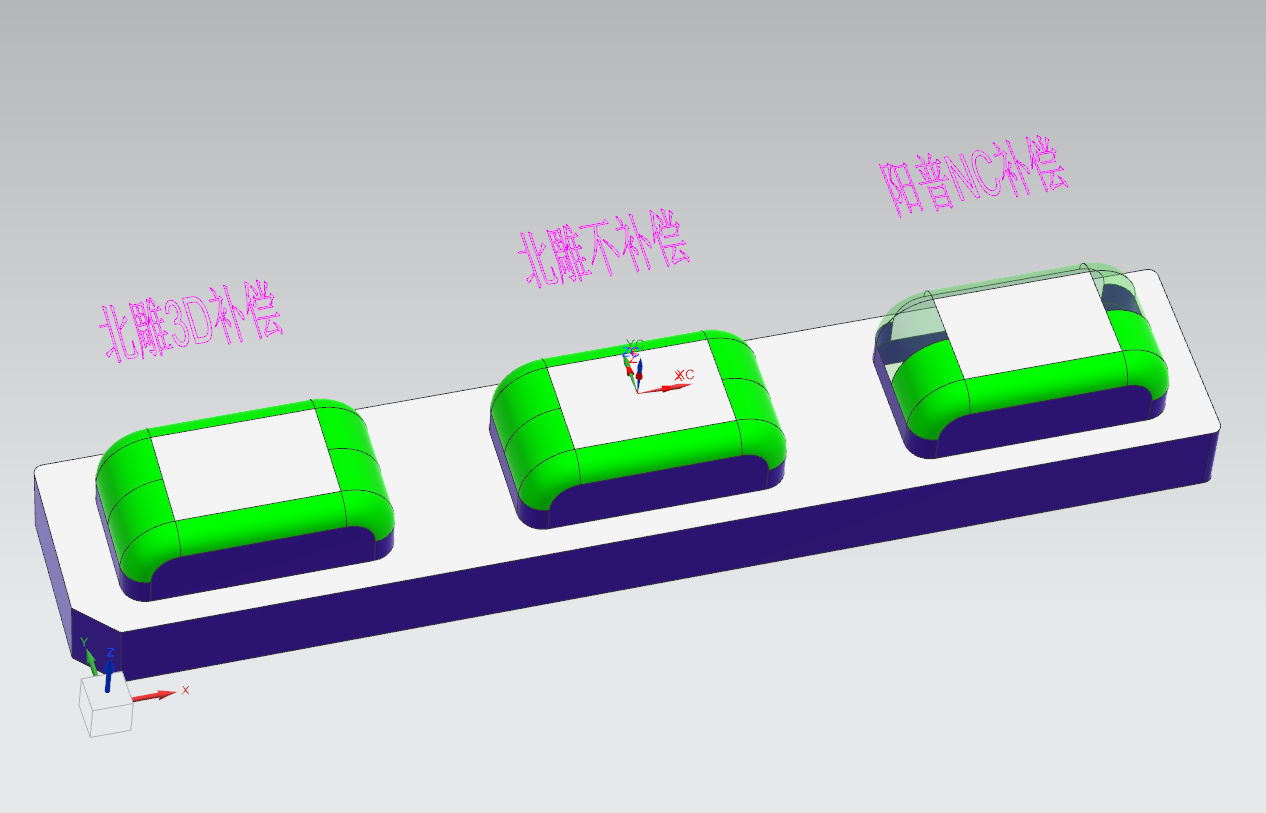
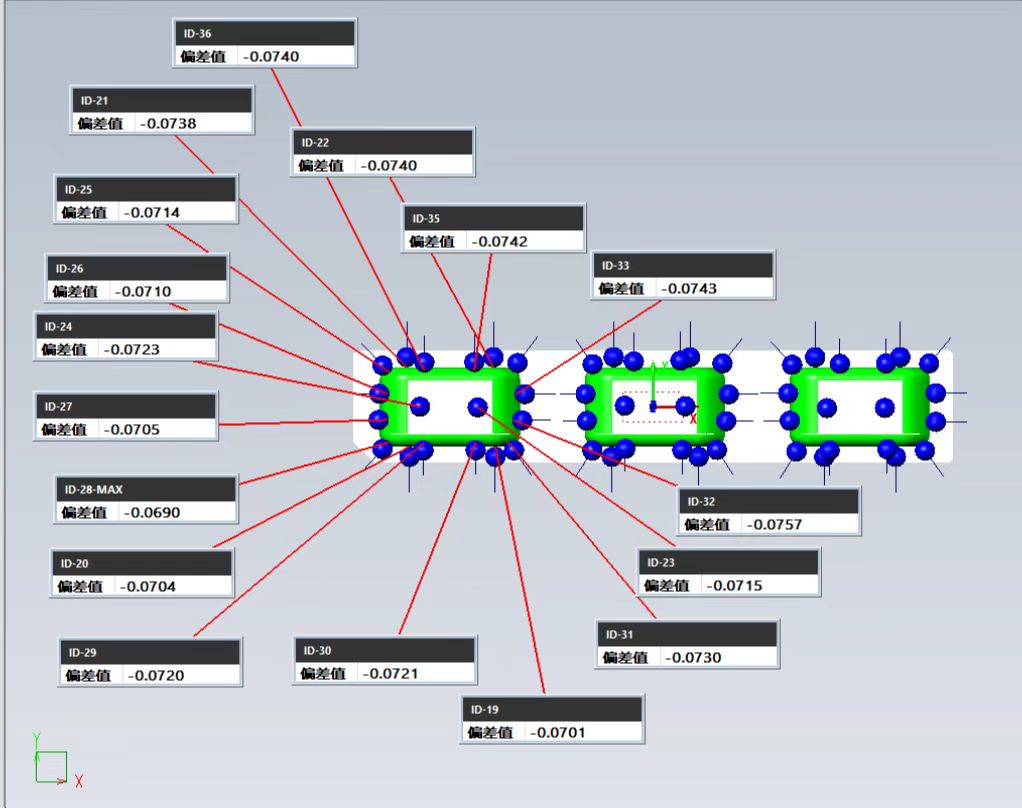
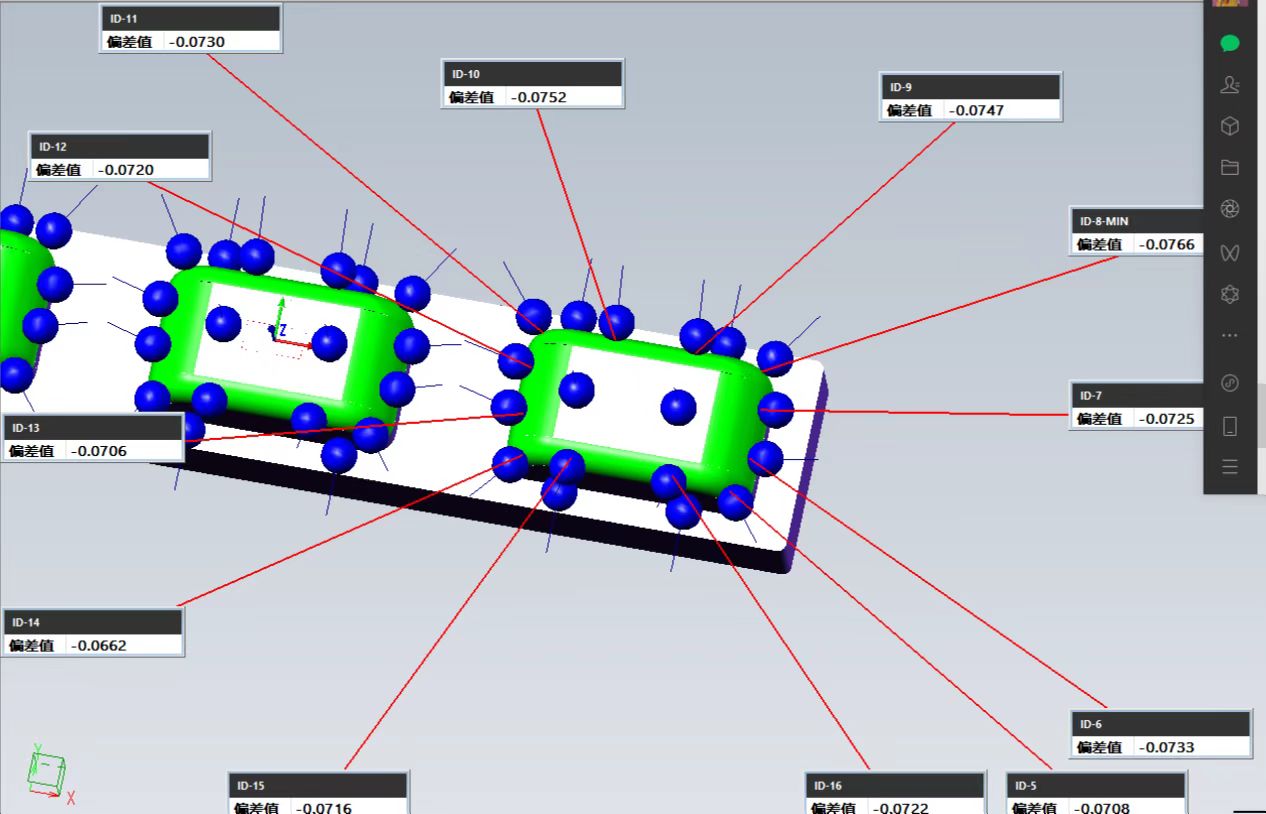
实验对象(电极火花间隙-0.07mm):
实验对象1:靠左电极头,北雕的刀具3D补偿结果,误差最大0.0057。
实验对象2:中间电极头,不补偿结果,误差最大0.0193。
实验对象3:靠右电极头,阳普的刀具3D补偿结果,误差最大0.0066。
四、结论
阳普的刀具补偿技术,和北雕刀具补偿技术相比,工件加工后检测精度具有极高的一致性。
© 2014-2023厦门阳普信息技术有限公司
闽ICP备14019879号-1